
Windsurfen und Formenbau mit dem 3D-Drucker
Ein Projekt von Linus Datené
Viele werden sich wahrscheinlich fragen, was eine Windsurf-Finne ist und was diese mit einem 3D-Drucker und der MINT-Abteilung des Pius-Gymnasiums zu tun hat. Doch beginnen wir erstmal am Anfang.
Beim Windsurfen nutzt man Brett und Segel, um durch die Kraft des Windes zu fahren – am besten so schnell wie möglich. Wie schnell man fährt, hängt davon ab, wie das Brett geformt ist, wie groß das Segel ist, welches Profil es hat, wie der Fahrer beide Komponenten bestmöglich steuert und von vielen weiteren Faktoren, die jedoch zu sehr ins Detail gehen würden. Doch was man über Wasser sieht, ist nicht das einzige, das beim Windsurfen über das Fahren und im Wasser Liegen entscheidet.
Grundsätzlich fährt man ungefähr im 90° Winkel zum Wind. Für den Surfer kommt der Wind also aus Richtung des Rückens und bläst von hinten in das Segel, welches dieser so positioniert, dass der Wind bestmöglich durchs Profil fließt, also den größtmöglichen Vortrieb erzeugt. So entsteht von Luv (windzugewandte Seite) eine Kraft in Richtung Lee (windabgewandte Seite). Doch ohne die Finne, die unten im Brett befestigt wird und somit im Wasser „hängt“, würde keine ausgleichende Kraft entstehen – das Brett würde also sofort am Heck (wo der Surfer steht) ausbrechen und in Richtung Lee driften. Ohne Finne wäre es also nahezu unmöglich, geradeaus zu fahren. Beim Windsurfen nicht nur horizontale, sondern auch vertikale Kräfte eine Rolle: Denn je mehr Kraft nach oben wirkt, desto weniger Fläche des Bretts ist in Kontakt mit dem Wasser, was wiederum zu weniger Widerstand, also mehr Geschwindigkeit führt.
Neben dem Segel, welches auch Lift produziert, ist die Finne die größte „Lift-Quelle“. Dies geschieht durch viele verschiedene Faktoren, welche jedoch von Finnenart zu Finnenart variieren. Eine große Lift-Quelle ist die Fläche der Finne. Je mehr Fläche, desto mehr Lift erzeugt die Finne.
Außerdem erzeugen unterschiedliche Profile unterschiedlich viel Lift. Ein dünnes Profil erzeugt weniger Lift, jedoch auch weniger Widerstand im Wasser. Ein dickes Profil erzeugt mehr Lift, dafür aber auch mehr Widerstand im Wasser. Für eine Performance-orientierte Finne (Slalomfinne) muss also der perfekte Mittelwert zwischen zu dickem und zu dünnem Profil gefunden werden.
Außerdem kann eine Slalomfinne „flexen“, sich also horizontal leicht biegen, und „twisten“, sich also in sich an einer vertikalen Achse drehen, was jeweils viel Lift erzeugt. Um diesen Kräften standzuhalten, werden, je nach Performancegrad der Finne, unterschiedliche Materialien verwendet. Freeride-Finnen (Finnen, die das angenehme Fahren erleichtern sollen) werden aus G10-Platten (Glasfaser) gefräst, haben ein dickeres Profil, flexen und twisten kaum bis garnicht und haben eine große Fläche, um Auftrieb zu erzeugen. Slalom-Finnen (Finnen, die primär auf die Leistung abzielen), mit deren Herstellung wir uns in diesem Artikel genauer beschäftigen werden, werden aus verschiedenen Carbonfaserarten in einer vorher produzierten Form in Kombination mit Epoxidharz laminiert (laminieren bezeichnet das Zusammenspiel aus Epoxidharz und Gewebe).
An das Bauen einer Form, um später eine Slalom-Finne zu laminieren, habe ich mich ca. sechs Monate vor meinem Abitur (Oktober 2023) gesetzt. Die Idee entstand nach den Herbstferien, in denen ich wieder am Meer surfen war. Über die kältesten Monate des Jahres (Dezember, Januar, Februar) ist meist eine Windsurfpause angesagt. Um diese Pause zu überbrücken, wollte ich meine eigenen Finnen bauen. Anfangs versuchte ich, aus Holz ein Urmodell zu schleifen, dieses dann abzuformen, und so dann an meinen Negativabdruck, also meine Negativform, zu kommen. Irgendwann wurde jedoch klar, dass dies viel zu ungenau sein würde: Unebenheiten im Profil, generell eine eher ungefähre Outline und Form der Finne wären prädestinierte Sollbruchstellen. Das Risiko, mit einer solchen Finne aufs Wasser zu gehen, wäre zu groß. Deswegen musste ich mich an einen anderen, weitaus komplizierteren Weg machen (welchen übrigens auch die professionellen Finnenbauer nutzen): In einer CAD/CAM-Software habe ich eine Negativform entworfen, da ich so haargenau arbeiten kann. Als Software habe ich anfangs FreeCAD genutzt, musste jedoch nach einigen Versuchen auf Fusion360 umschwenken, da dieses für mich, ohne Vorerfahrungen, wesentlich zugänglicher war.
Vom Prinzip geht man folgendermaßen vor: Als erstes wird eine 2D-Outline gezeichnet, die die Form der Finne angibt. Danach wird ein Profil ausgewählt. Hierzu eignet sich z.B. die Website airfoiltools.com. Man kann dort nach verschiedenen Profilen suchen und Profile generieren lassen. Am Ende habe ich mich für ein eigenes Profil, das in der Szene der Finnenbauer in ähnlichen Ausführungen sehr beliebt ist, entschieden. Beim Profil wird differenziert zwichen Dicke und Dickenrücklage in Prozent. Ein mögliches Profil, welches ich jedoch nicht verwendet habe, wäre z.B. 10% Dicke bei 30% Dickenrücklage, gemessen an der Länge des Profils. Dieses Profil wird dann in die 3D-Software importiert und an die Skizze positioniert. Um nun aus der Skizze eine 3D-Form zu erstellen, wird das Profil entlang der Anströmkante (der gebogenen Kante) generiert. Wegen Abhängigkeiten der Punkte ist es teilweise schwer, das Profil in einem bis zur Spitze zu generieren. Dafür muss man dann in kleineren Schritten arbeiten und manuell von einem Zwischenprofil bis zum nächsten Zwischenprofil generieren. Das ist jedoch der komplizierteste Arbeitsschritt und fordert somit eine für diesen Artikel zu genaue Beschreibung.
Wenn die positive Finne, also das Urmodell, fertig ist, wird um diese ein Kasten skizziert und auf mindestens 5cm Dicke generiert. Danach wird das Urmodell von dem Kasten abgezogen, sodass nur noch das Negativ der Finne in dem Kasten ist. Dieser Kasten wird dann genau in der Mitte, also auf der Symmetrieebene der Finne, getrennt, sodass man dann zwei Halbabdrücke der Finne hat. Doch wie kann man die in der Software erstellte Form nun anwenden? Die Profis verwenden eine CNC-Fräse und fräsen die beiden Negativhälften aus Aluminium – ein leichtes, weiches Metall. Wenn man keine eigene Fräse hat, kostet das Fräsenlassen schnell >600€, was, um einen Prototypen zu testen, eine zu ungenaue Investition ist. Eine weitere Option ist, die Form aus einem 3D-Drucker zu drucken. Die Oberfläche ist dann zwar nicht so perfekt wie bei einer gefrästen Form, jedoch nähert man sich dem theoretischen Endprodukt enorm und kann so sehen, ob die Form und die Finne aus der Form etwas taugt.
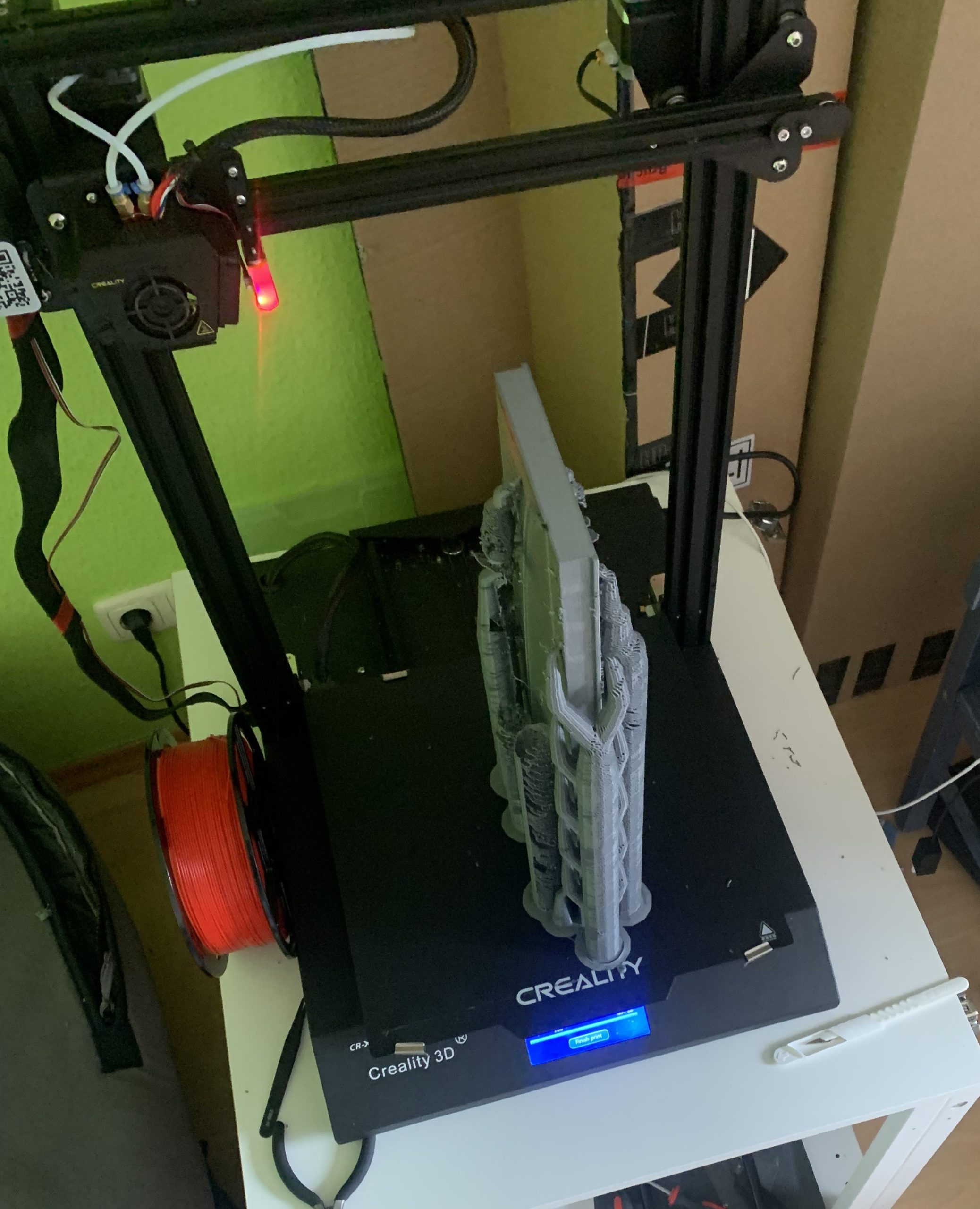
Daher habe ich mich an Herrn Schelling, meinen Mathe- und Physiklehrer aus der EF gewendet, der am Pius der Leiter für die MINT-Abteilung ist. Am Pius-Gymnasium gibt es zwei kleinere Drucker, die 18cm in die Höhe drucken können, und einen großen Drucker, der 40cm in die Höhe drucken kann. Für die erste Form meiner Windsurffinne brauchte ich eine Form mit mindestens 38cm Länge, später sollte dann eine 34cm lange Finne daraus werden – der große Drucker passte also gut. Dass es keine Option war, die Form zweiteilig und somit dann horizontal zu drucken, wurde schon recht früh klar: Bei dem ersten der Prototypen, die wir in verkleinertem Format gedruckt hatten, waren die Übergänge zwischen den einzelnen Lagen zu grob. Bei einem weiteren Prototypen, den wir vertikal gedruckt hatten, trat dieses Problem nicht auf – das Profil wurde sehr präzise übernommen. Nach dieser Erkenntnis ging es dann an die erste Form im 1:1 Format. Die ersten 24h Druckzeit lief alles nach Plan, doch irgendwann wurde die Form so hoch, dass sie beim Drucken umfiel. Deswegen mussten wir Stützstrukturen generieren, die Schwingungen der Form beim Drucken verhinderten. So ging aber auch die Druckzeit auf ca. 74h hoch. Die beiden Formenhälften konnten nicht gleichzeitig gedruckt werden, da so viel Filament gebraucht wurde, dass man für beide Formenhälften zusammen zwei Rollen Filament gebraucht hätte. Man hätte also mitten im Druckprozess pausieren, das Filament wechseln, und dann weiterdrucken müssen, was Ungenauigkeiten im Profil mit sich gebracht hätte.
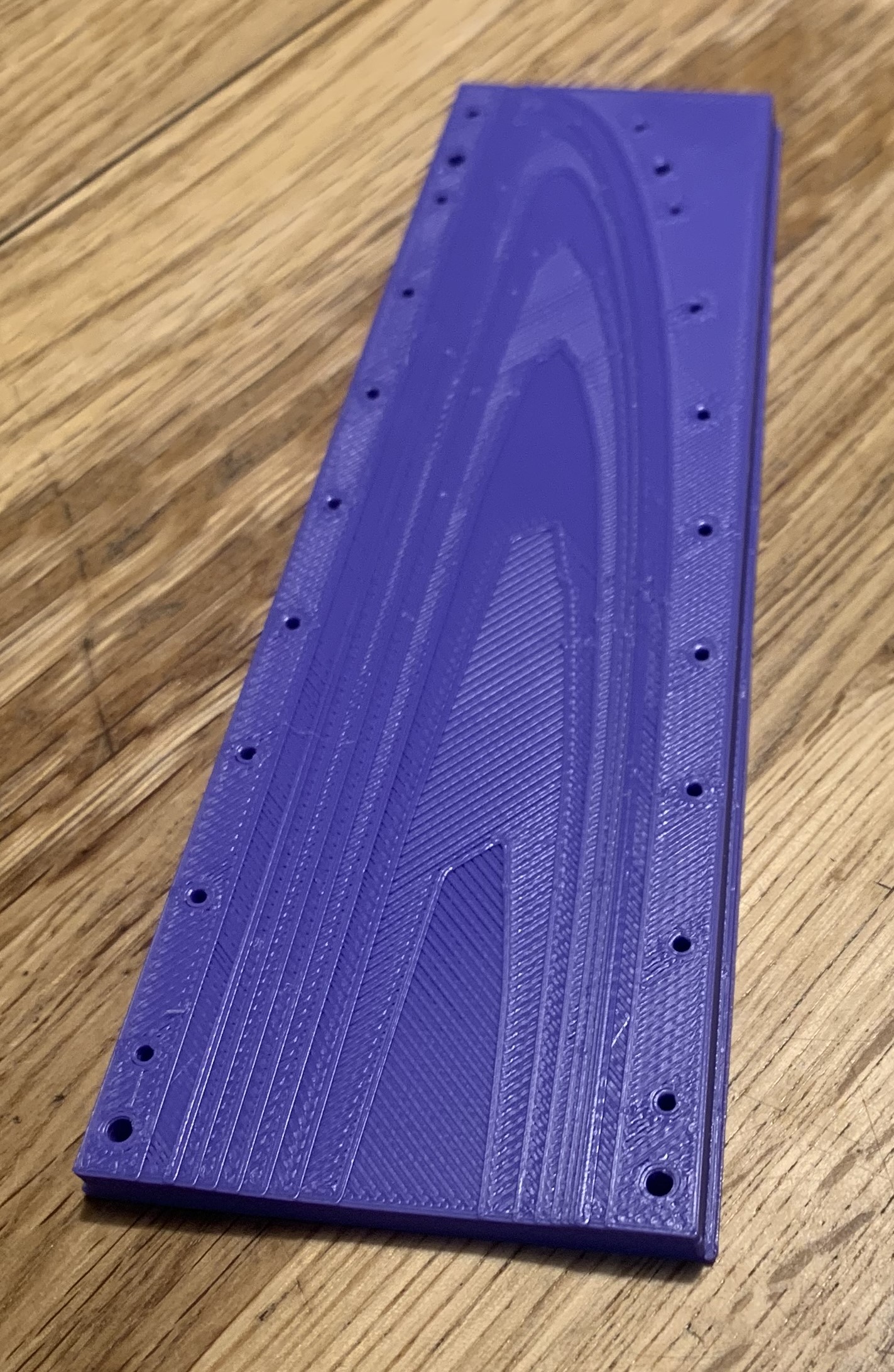

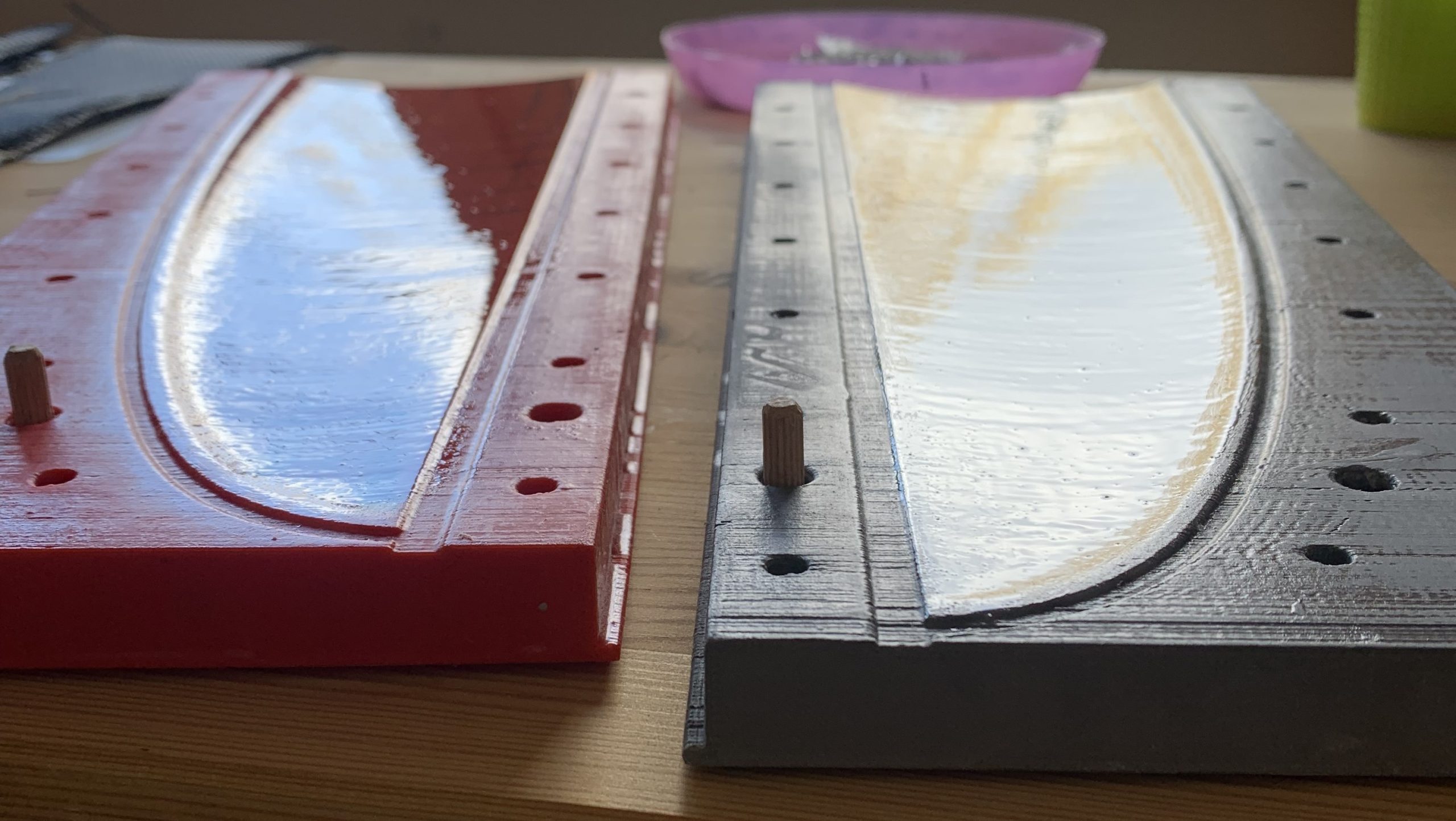
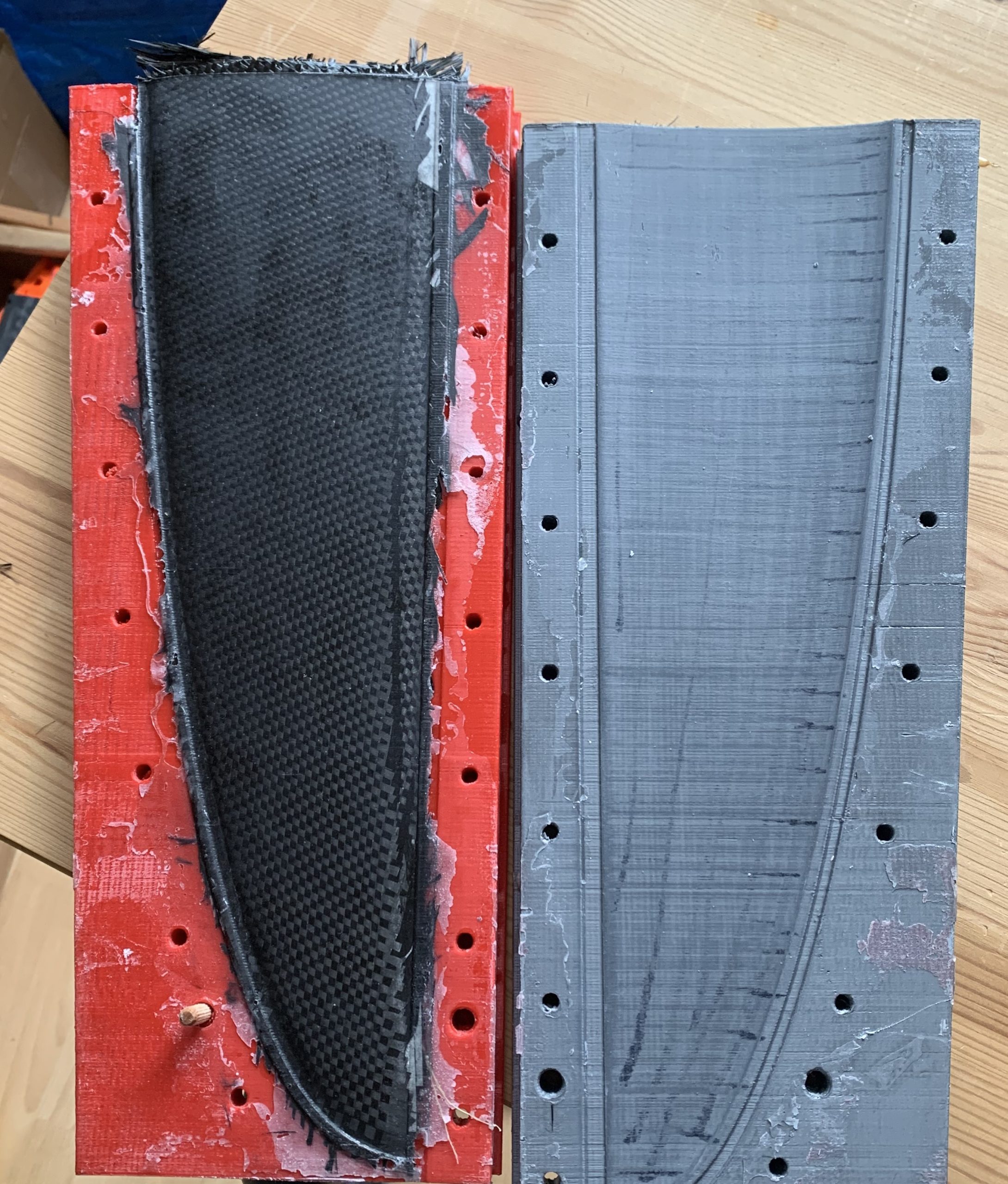
Nach etwas mehr als drei Tagen war die erste Formenhälfte fertig. Diese habe ich dann mit verschiedenen Körnungen auf eine glatte Oberfläche geschliffen und anschließend mit Epoxidharz versiegelt, damit die Oberfläche dicht ist. Um mehr Stabilität zu gewähren, die bei der Anwendung der Form, wenn die Formenhälften mit mehreren Zwingen eng aufeinander gepresst werden, dringend notwendig ist, habe ich die Formen von hinten aufgebohrt und mit Epoxidharz aufgegossen. Den selben Prozess habe ich bei der zweiten Hälfte wiederholt. So hatte ich dann zwei vollwertige Formen, mit denen ich arbeiten konnte. Doch die Herstellung der Formen ist nur der erste der zwei großen Bereiche, um eine Finne bzw. das Finnenblatt zu bauen.
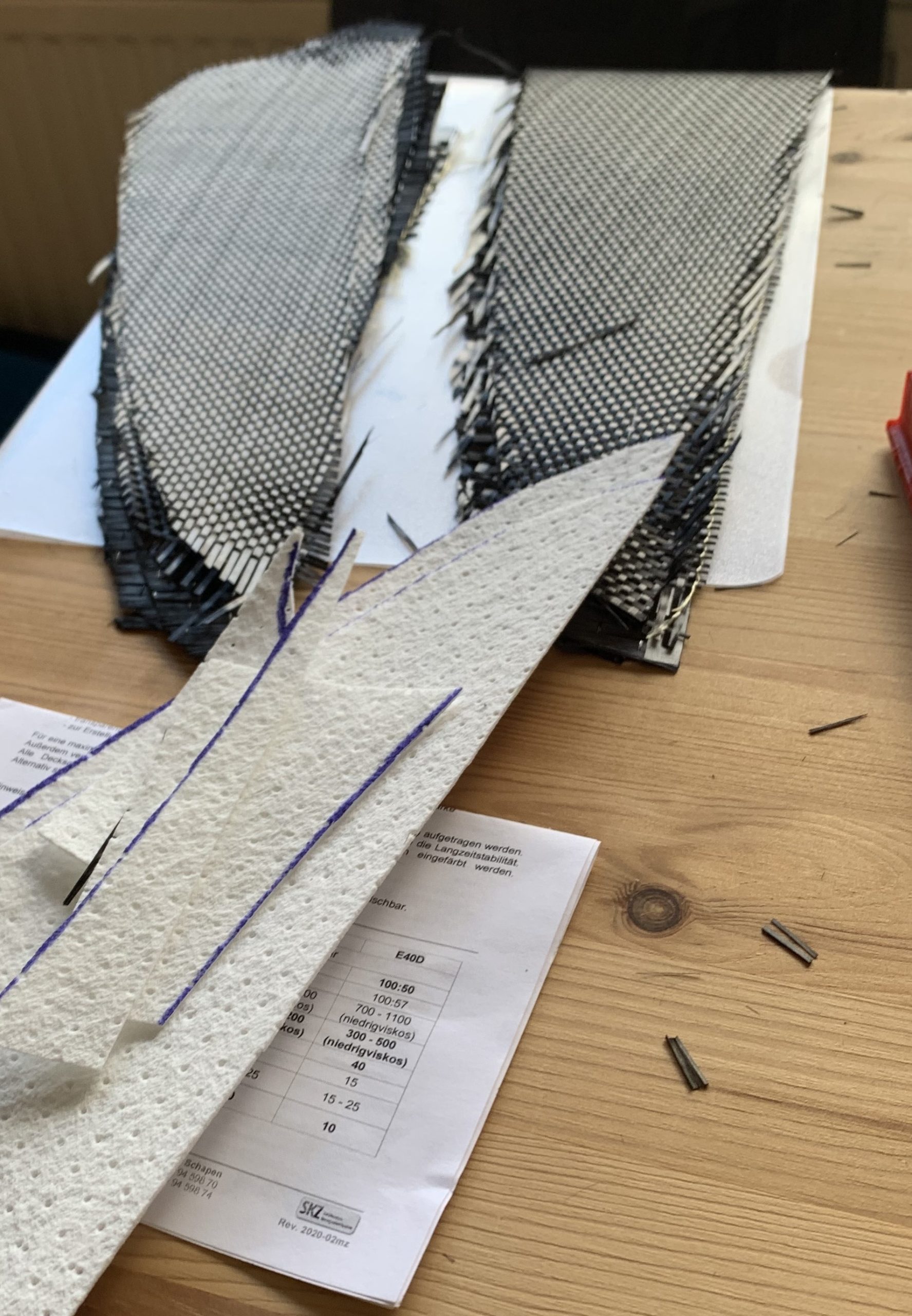
Wie bereits früher in diesem Artikel erwähnt, wird eine Slalom-Finne hohen Kräften ausgesetzt. Um diesen standzuhalten, werden Carbonfasern verwendet. Diese sind sehr leicht und stabil, somit also perfekt für diese Anwendung. Die Finne ist mit verschiedenen Abstufungen von Carbonfasern aufgebaut: Als sogenanntes Sichtcarbon kommt als erstes ein sehr leichtes Carbon in die Form. Diese Lage wird später außen gesehen und ist sehr fein gewoben. Danach kommen verschiedene UD- und BIAX- (unidirektionale und biaxiale) Gewebe in die Form, mit denen Flex und Twist gesteuert werden. Eine Carbon-Finne ist nicht, wie viele sich das vorstellen, mit einem Holzkern o.ä. aufgebaut. Ein Holzkern z.B. wäre schwer und könnte außerdem bei Macken im Laminat, die nach intensiver Benutzung durchaus aufkommen können, Wasser ziehen, würde also weich, und birgt so ein hohes Risiko. Auch andere Kerne können die Anfälligkeit für das Brechen einer Finne fördern. Um trotzdem ein besonders stabiles Finneninneres zu haben, verwendet man „schwerere“ Gewebe im Inneren der Finne (Carbonfaserdichten werden in g pro qm2 angegeben, daher die Bezeichnung „schwerere Gewebe“).
Ein weiterer Faktor, der die Stabilität und Flex- bzw. Twisteigenschaften der Finne beeinflussen, ist die Orientierung der Gewebeschichten. Damit ist gemeint, dass manche Lagen z.B. in 45° Winkel orientiert werden, um andere Biegeeigenschaften zu bringen. Beim Laminieren pinseln wir die Form zuerst mit einer Gelcoat-Schicht ein. Diese gilt als Deckschicht und verhindert sog. Pinholes – Lufteinschlüsse unter dem Laminat. Jeweils unten links in den Formen sind Passbolzen zu sehen. Diese sind dafür verantwortlich, dass die beiden Formenhälften genau aufeinander gesetzt werden, wenn man die Form schließen will. Wenn beide Seiten dann mit den vorbereiteten Carbonlagen „gefüllt“ sind, werden die Hälften aufeinandergelegt und fest zusammengepresst. So kann überflüssiges Harz abfließen und die beiden Hälften verbinden sich zuverlässig. Nach 48h ist alles ausgehärtet und die Form kann geöffnet werden.
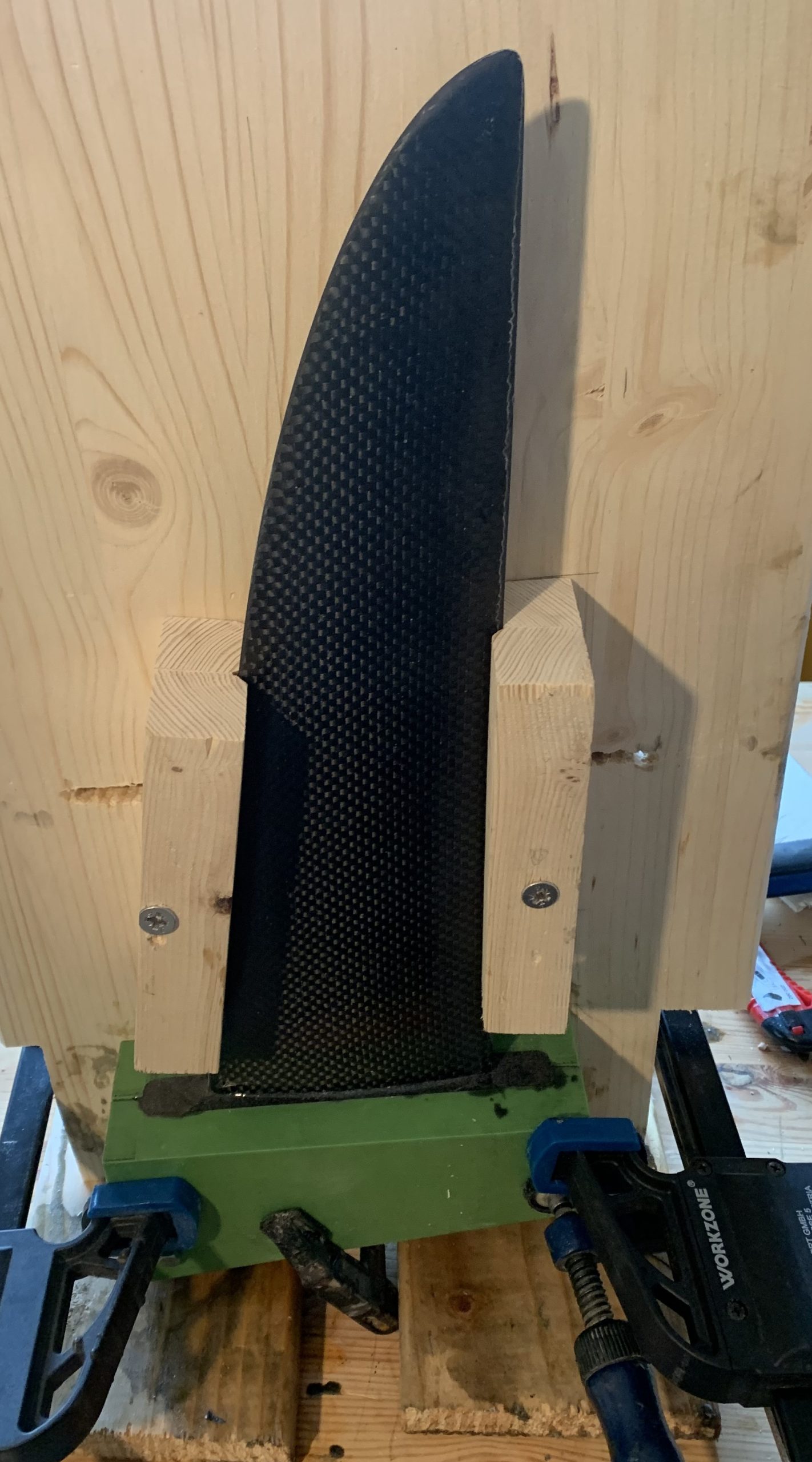
Ist die Form geöffnet, sieht man zum ersten Mal das ausgehärtete Finnenblatt, welches noch sehr grob ist, und somit noch zurechtgeschliffen werden muss. Dies habe ich gemacht, indem ich einen Bandschleifer fixiert habe und die Überstände abgeschliffen habe. Die An- und Abströmkante habe ich dann manuell mit Schleifklotz und verschiedenen Körnungen geschliffen. So ist das Finnenblatt fertig. Dieses kann jedoch noch nicht ins Brett montiert werden. Dafür muss ein sog. Finnenkopf an das Blatt angegossen werden. Hierfür wird eine Konstruktion gebaut, in der die Finne genau mittig zwischen die Formenhälften für den Finnenkopf – in diesem Fall eine Tuttlebox – eingespannt werden kann. Der Hohlraum wird dann mit schwarz gefärbtem Epoxidharz aufgegossen. Da Epoxidharz beim Aushärten schrumpft, wird in zwei Durchgängen gegossen. Zuerst bis ca. 1cm unter die Kante. Sobald das bis hierhin gegossene Harz angeliert ist, wird bis ganz oben ausgegossen. Man wartet extra nur, bis das Harz angeliert ist, damit sich die beiden Gussvorgänge trotzdem gut miteinander verbinden, und keine Lufteinschlüsse zwischen den Schichten entstehen. Nach 24-36h kann die vollständig fertige Finne aus der Form genommen werden. Jetzt werden zwei Querbohrungen für sog. Inserts gebohrt, die als Gewinde für die Schrauben dienen, die durch eine senkrechte Bohrung reingedreht werden können. Der Finnenkopf muss nun nur noch leicht angeschliffen werden, damit er perfekt in die Finnenbox des Bretts passt. Tendenziell fertigt man den Finnenkopf mit Absicht etwas größer als nötig an, sodass man Ungenauigkeiten des Herstellers des Bretts bei der Produktion durch manuelles Schleifen ausgleichen kann.


So sieht die fertige Finne im Brett aus. Die „gescheuerte“ Stelle auf dem Deck ist tatsächlich bewusst geschliffen. Die zuvor benannten Ungenauigkeiten, die beim Hersteller auftreten können, können auch das Unterwasserschiff betreffen. Hier ist die Gleitfläche optimiert, da teilweise ein paar Nuancen Lack zu viel aufgetragen wurden.
So sieht die Finne dann in Benutzung aus:
